









Plastic Material Shrinkage Rates
Each product design needs to know the plastic material shrinkage rate. So that when he designs his parts, he can present the correct scale size of the drawing to the mold manufacturing factory.
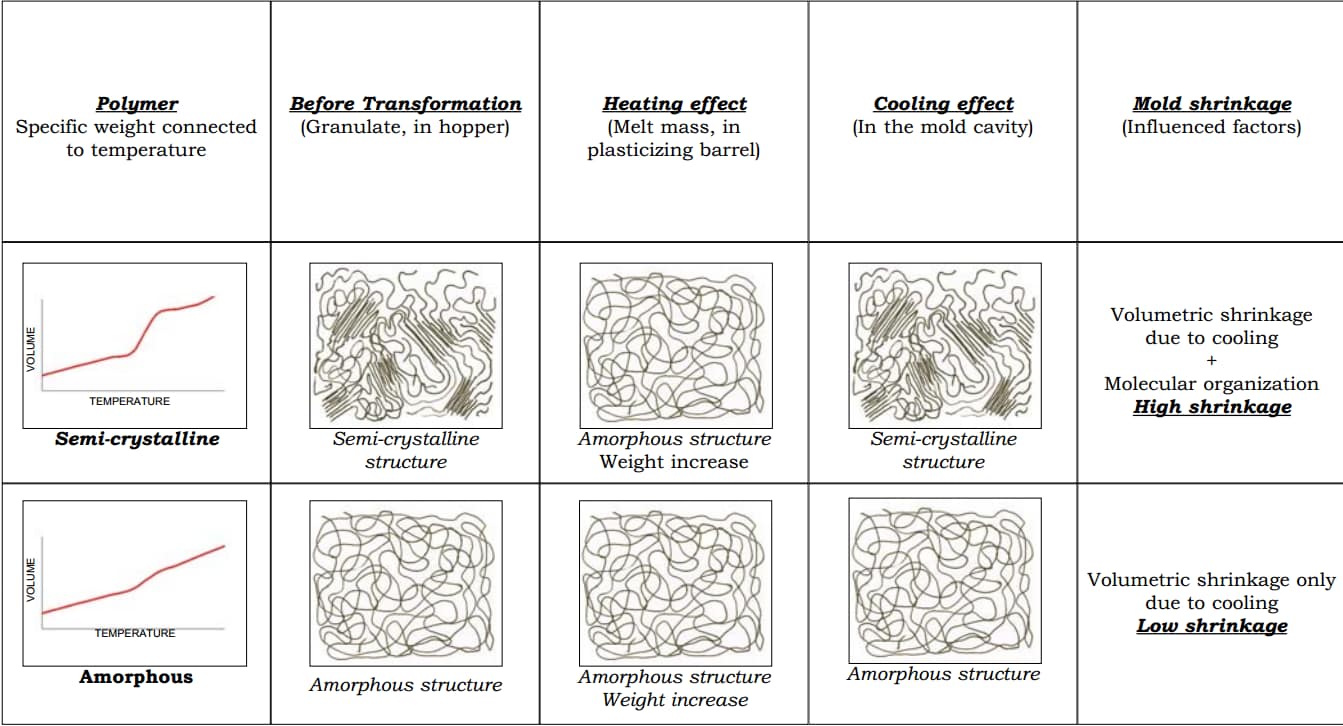
Plastic molding shrinkage is the contraction of plastic moulding as it cools after injection. Most shrinkage occurs in the mould during cooling, but some shrinkage occurs after ejection as the part cools.
After that, the part may shrink slightly for several hours or even days until the temperature and moisture content stabilise.
| Name of the polymer | Explicit name of the polymer | Min Value(%) | Max Value(%) |
|---|---|---|---|
| ABS | Acrylonitrile-Butadiene Styrene | 0.700 | 1.600 |
| ABS FR | Acrylonitrile-butadiene styrene flame retardant | 0.300 | 0.800 |
| ABS High Heat | Acrylonitrile-Butadiene Styrene High Heat | 0.400 | 0.900 |
| ABS High Impact | Acrylonitrile-Butadiene Styrene High Impact | 0.400 | 0.900 |
| ABS/PC | Acrylonitrile-butadiene styrene/Polycarbonate | 0.500 | 0.700 |
| ABS/PC 20% GF | Acrylonitrile-butadiene styrene/Polycarbonate 20% glass fibre | 0.200 | 0.300 |
| ABS/PC FR | Acrylonitrile-butadiene styrene/Polycarbonate flame retardant | 0.300 | 0.600 |
| Amorphous TPI Blend, Ultra-high heat, Chemical Resistant (High Flow) | Amorphous TPI Blend, Ultra-high heat, Chemical Resistant (High Flow) | 0.800 | 1.000 |
| Amorphous TPI Blend, Ultra-high heat, Chemical Resistant (Standard Flow) | Amorphous TPI Blend, Ultra-high heat, Chemical Resistant (Standard Flow) | 0.800 | 1.000 |
| Amorphous TPI, High Heat, High Flow, Transparent, Lead-Free Solderable (High Flow) | Amorphous TPI, High Heat, High Flow, Transparent, Lead-Free Solderable (High Flow) | 1.000 | 1.200 |
| Amorphous TPI, High Heat, High Flow, Transparent, Lead-Free Solderable (Standard Flow) | Amorphous TPI, High Heat, High Flow, Transparent, Lead-Free Solderable (Standard Flow) | 1.000 | 1.200 |
| Amorphous TPI, Moderate Heat, Transparent | Amorphous TPI, Moderate Heat, Transparent | 0.500 | 0.700 |
| Amorphous TPI, Moderate Heat, Transparent (Food Contact Approved) | Amorphous TPI, Moderate Heat, Transparent (Food Contact Approved) | 0.500 | 0.700 |
| Amorphous TPI, Moderate Heat, Transparent (Mold Release grade) | Amorphous TPI, Moderate Heat, Transparent (Mold Release grade) | 0.500 | 0.700 |
| Amorphous TPI, Moderate Heat, Transparent (Powder form) | Amorphous TPI, Moderate Heat, Transparent (Powder form) | 0.500 | 0.700 |
| ASA | Acrylonitrile Styrene Acrylate | 0.400 | 0.700 |
| ASA/PC | Acrylonitrile Styrene Acrylate/Polycarbonate | 0.300 | 0.700 |
| ASA/PC FR | Acrylonitrile Styrene Acrylate/Polycarbonate flame retardant | 0.400 | 0.800 |
| ASA/PVC | Acrylonitrile Styrene Acrylate/Polyvinyl Chloride | 0.300 | 0.700 |
| CA – Cellulose Acetate | Cellulose Acetate | 0.300 | 1.000 |
| CAB – Cellulose Acetate Butyrate | Cellulose Acetate Butyrate | 0.200 | 0.900 |
| Cellulose Diacetate- Pearlescent Films | Cellulose Diacetate- Pearlescent Films | 1.000 | 1.500 |
| Celllulose Diacetate-Matt Film | Celllulose Diacetate-Matt Film | 1.000 | 1.500 |
| CP – Cellulose Proprionate | Cellulose Proprionate | 0.100 | 0.900 |
| CPVC – Chlorinated Polyvinyl Chloride | CPVC – Chlorinated Polyvinyl Chloride | 0.300 | 0.700 |
| ETFE | Ethylene Tetrafluoroethylene | 3.000 | 4.000 |
| EVA | Ethylene Vinyl Acetate | 0.400 | 3.500 |
| FEB | Fluorinated Ethylene Propylene | 3.000 | 6.000 |
| HDPE – High-Density Polyethylene | HDPE – High-Density Polyethylene | 1.500 | 4.000 |
| HIPS – High Impact Polystyrene | HIPS – High Impact Polystyrene | 0.200 | 0.800 |
| HIPS FR V0 | High Impact Polystyrene flame retardant V0 | 0.300 | 0.600 |
| LCP | Liquid Crystal Polymer | 0.100 | 0.600 |
| LCP CF | Liquid Crystal Polymer carbon fiber | 0.100 | 0.500 |
| LCP GF | Liquid Crystal Polymer glass fiber | 0.100 | 0.400 |
| LCP MINERAL | Liquid Crystal Polymer mineral | 0.100 | 0.500 |
| LDPE – Low-Density Polyethylene | LDPE – Low-Density Polyethylene | 2.000 | 4.000 |
| LLDPE – Linear Low-Density Polyethylene | LLDPE – Linear Low-Density Polyethylene | 2.000 | 2.500 |
| MABS | Transparent Acrylonitrile Butadiene Styrene | 0.400 | 0.700 |
| PA 11 30% Glass fibre reinforced | Polyamide 11 30% Glass fibre reinforced | 0.500 | 0.500 |
| PA 11 conductive | Polyamide 11 conductive | 0.700 | 2.000 |
| PA 11 flexible | Polyamide 11 flexible | 1.400 | 1.800 |
| PA 11 rigid | Polyamide 11 rigid | 0.700 | 2.000 |
| PA 12 conductive | Polyamide 12 conductive | 0.700 | 2.000 |
| PA 12 fiber reinforced | Polyamide 12 fiber reinforced | 0.700 | 2.000 |
| PA 12 flexible | Polyamide 12 flexible | 0.700 | 2.000 |
| PA 12 glass-filled | Polyamide 12 glass filled | 0.700 | 2.000 |
| PA 12 rigid | Polyamide 12 rigid | 0.700 | 2.000 |
| PA 46 | Polyamide 46 | 1.500 | 2.000 |
| PA 46 30% GF | Polyamide 46 30% glass fiber | 0.300 | 1.300 |
| PA 6 | Polyamide 6 | 0.500 | 1.500 |
| PA 6-10 | Polyamide 6-10 | 1.000 | 1.300 |
| PA 66 | Polyamide 6-6 | 0.700 | 3.000 |
| PA 66 30% GF | Polyamide 6-6 30% glass fiber | 0.500 | 0.500 |
| PA 66 30% mineral filled | Polyamide 6-6 30% mineral filled | 0.600 | 1.000 |
| PA 66 IM 15-30% GF | Polyamide 6-6 impact modified 15-30% glass fibre | 0.200 | 0.600 |
| PA 66 impact modified | Polyamide 6-6 impact modified | 1.200 | 3.000 |
| PAI | Polyamide-Imide | 0.600 | 1.000 |
| PAI 30% GF | Polyamide-Imide 30% glass fiber | 0.100 | 0.300 |
| PAI low friction | Polyamide-Imide low friction | 0.100 | 0.500 |
| PAN | Polyacrylonitrile | 0.200 | 0.500 |
| PAR | Polyacrylate | 0.900 | 1.200 |
| PARA 30-60% GF | Polyacrylamide 30-60% glass fiber | 0.100 | 0.400 |
| PBT | Polybutylene Terephthalate | 0.500 | 2.200 |
| PBT 30% GF | Polybutylene Terephthalate 30% glass fiber | 0.200 | 1.000 |
| PC 20-40% GF | Polycarbonate 20-40% glass fiber | 0.100 | 0.500 |
| PC 20-40% GF FR | Polycarbonate 20-40% glass fibre flame retardant | 0.100 | 0.500 |
| PC high heat | Polycarbonate high heat | 0.700 | 1.000 |
| PC/PBT | Polycarbonate/Polybutylene Terephthalate blend | 0.600 | 1.100 |
| PCTFE | Polymonochlorotrifluoroethylene | 0.500 | 1.500 |
| PE 30% GF | Polyethylene 30% glass fiber | 0.200 | 0.600 |
| PEEK | Polyetheretherketone | 1.200 | 1.500 |
| PEEK 30% CF | Polyetheretherketone 30% carbon fiber | 0.000 | 0.500 |
| PEEK 30% GF | Polyetheretherketone 30% glass fiber | 0.400 | 0.800 |
| PEI | Polyetherimide | 0.700 | 0.800 |
| PEI 30% GF | Polyetherimide 30% glass fiber | 0.200 | 0.400 |
| PEI mineral filled | Polyetherimide mineral filled | 0.500 | 0.700 |
| PEKK– Low crystallinity grade | Polyetherketoneketone– Low crystallinity grade | 0.004 | 0.005 |
| PESU | Polyethersulfone | 0.600 | 0.700 |
| PESU 10-30% GF | Polyethersulfone 10-30% glass fiber | 0.200 | 0.300 |
| PET | Polyethylene Terephthalate | 0.200 | 3.000 |
| PET 30% GF | Polyethylene Terephthalate 30% glass fibre | 0.200 | 1.000 |
| PET 30/35% GF Impact modified | Polyethylene Terephthalate 30/35% glass fibre impact-modified | 0.200 | 0.900 |
| PET G | Polyethylene Terephthalate Glycol | 0.200 | 1.000 |
| PE-UHMW | Polyethylene -Ultra High Molecular Weight | 4.000 | 4.000 |
| PFA | Perfluoroalkoxy | 3.000 | 5.000 |
| PHB – Polyhydroxybutyrate | Polyhydroxybutyrate | 1.200 | 1.600 |
| PI | Polyimide | 0.200 | 1.200 |
| PLA-injection molding | Polylactide-injection molding | 0.300 | 0.500 |
| PMMA | Polymethylmethacrylate (Acrylic) | 0.200 | 0.800 |
| PMMA high heat | Polymethylmethacrylate (Acrylic) high heat | 0.200 | 0.800 |
| PMMA Impact modified | Polymethylmethacrylate (Acrylic) impact-modified | 0.200 | 0.800 |
| PMP | Polymethylpentene | 1.600 | 2.100 |
| PMP 30% GF | Polymethylpentene 30% glass fiber | 0.300 | 1.200 |
| PMP mineral filled | Polymethylpentene mineral filled | 1.400 | 1.700 |
| Polyamide 66 (Nylon 66)/Carbon Fiber, Long, 30 % Filler by Weight | Polyamide 66 (Nylon 66)/Carbon Fiber, Long, 30 % Filler by Weight | 0.300 | 0.300 |
| Polyamide 66 (Nylon 66)/Carbon Fiber, Long, 40 % Filler by Weight | Polyamide 66 (Nylon 66)/Carbon Fiber, Long, 40 % Filler by Weight | 0.300 | 0.300 |
| Polyamide 66 (Nylon 66)/Glass Fiber, Long, 40 % Filler by Weight | Polyamide 66 (Nylon 66)/Glass Fiber, Long, 40 % Filler by Weight | 0.300 | 0.300 |
| Polyamide 66 (Nylon 66)/Glass Fiber, Long, 40 % Filler by Weight | Polyamide 66 (Nylon 66)/Glass Fiber, Long, 40 % Filler by Weight | 0.300 | 0.300 |
| Polyamide 66 (Nylon 66)/Glass Fiber, Long, 50 % Filler by Weight | Polyamide 66 (Nylon 66)/Glass Fiber, Long, 50 % Filler by Weight | 0.300 | 0.300 |
| Polyamide 66 (Nylon 66)/Glass Fiber, Long, 50 % Filler by Weight | Polyamide 66 (Nylon 66)/Glass Fiber, Long, 50 % Filler by Weight | 0.300 | 0.300 |
| Polyamide 66 (Nylon 66)/Glass Fiber, Long, 60 % Filler by Weight | Polyamide 66 (Nylon 66)/Glass Fiber, Long, 60 % Filler by Weight | 0.300 | 0.300 |
| Polyamide 66 (Nylon 66)/Glass Fiber, Long, 60 % Filler by Weight | Polyamide 66 (Nylon 66)/Glass Fiber, Long, 60 % Filler by Weight | 0.300 | 0.300 |
| Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 30 % Filler by Weight | Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 30 % Filler by Weight | 0.400 | 0.400 |
| Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 40 % Filler by Weight | Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 40 % Filler by Weight | 0.300 | 0.300 |
| Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 40 % Filler by Weight | Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 40 % Filler by Weight | 0.300 | 0.300 |
| Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 50 % Filler by Weight | Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 50 % Filler by Weight | 0.300 | 0.300 |
| Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 50 % Filler by Weight | Polypropylene Homopolymer (PP Homopolymer)/Glass Fiber, Long, 50 % Filler by Weight | 0.300 | 0.300 |
| POM | Polyoxymethylene (acetal) | 1.800 | 2.500 |
| POM impact modified | Polyoxymethylene (acetal) impact modified | 1.000 | 2.500 |
| POM low friction | Polyoxymethylene (acetal) low friction | 1.800 | 3.000 |
| POM mineral filled | Polyoxymethylene (acetal) mineral-filled | 1.500 | 2.000 |
| PP 10-20% GF | Polypropylene 10-20% glass fiber | 0.300 | 1.000 |
| PP 10-40% mineral filled | Polypropylene 10-40% mineral filled | 0.600 | 1.400 |
| PP 10-40% TALC | Polypropylene 10-40% talc | 0.900 | 1.400 |
| PP 30-40% GF | Polypropylene 30-40% glass fiber | 0.100 | 1.000 |
| PP copo | Polypropylene copolymer | 2.000 | 3.000 |
| PP homo | Polypropylene homopolymer | 1.000 | 3.000 |
| PP impact modified | Polypropylene impact modified | 2.000 | 3.000 |
| PPA | Polyphthalamide | 1.500 | 2.200 |
| PPA – 30% mineral | Polyphthalamide– 30% mineral | 1.000 | 1.200 |
| PPA – 33% glass fiber | Polyphthalamide – 33% glass fiber | 0.500 | 0.700 |
| PPA – 33% glass fiber – high flow | Polyphthalamide– 33% glass fiber – high flow | 0.740 | 0.760 |
| PPA – 45% glass fiber | Polyphthalamide– 45% glass fiber | 0.100 | 0.300 |
| PPE | Polyphenylene Ether | 0.500 | 0.800 |
| PPE 30% GF | Polyphenylene Ether 30% glass fiber | 0.100 | 0.400 |
| PPE FR | Polyphenylene Ether flame retardant | 0.600 | 1.000 |
| PPE impact modified | Polyphenylene Ether impact-modified | 0.600 | 1.000 |
| PPE mineral filled | Polyphenylene Ether mineral filled | 0.300 | 0.700 |
| PPS | Polyphenylene Sulfide | 0.600 | 1.400 |
| PPS 20-30% GF | Polyphenylene Sulfide 20-30% glass fiber | 0.200 | 0.500 |
| PPS 40% GF | Polyphenylene Sulfide 40% glass fiber | 0.200 | 0.500 |
| PPS conductive | Polyphenylene Sulfide conductive | 0.300 | 1.000 |
| PPS GF & mineral | Polyphenylene Sulfide glass fiber & mineral | 0.300 | 0.700 |
| PS 30 % GF | Polystyrene 30% glass fiber | 0.200 | 0.200 |
| PS crystal | Polystyrene crystal | 0.100 | 0.700 |
| PS high heat | Polystyrene high heat | 0.200 | 0.700 |
| PSU | Polysulfone | 0.700 | 0.700 |
| PSU 30% GF | Polysulfone 30% glass fiber | 0.100 | 0.600 |
| PSU mineral filled | Polysulfone mineral filled | 0.400 | 0.500 |
| PTFE | Polytetrafluoroethylene | 3.000 | 6.000 |
| PTFE 25% GF | Polytetrafluoroethylene 25% glass fiber | 1.800 | 2.000 |
| PVC 20% GF | Polyvinyl Chloride 20% glass fibre | 0.100 | 0.200 |
| PVC plasticised | Polyvinyl Chloride plasticised | 0.200 | 4.000 |
| PVC plasticised filled | Polyvinyl Chloride plasticised filled | 0.800 | 5.000 |
| PVC rigid | Polyvinyl Chloride rigid | 0.100 | 0.600 |
| PVDC | Polyvinylidene Chloride | 0.500 | 2.500 |
| PVDF | Polyvinylidene Fluoride | 2.000 | 4.000 |
| SAN | Styrene Acrylonitrile | 0.300 | 0.700 |
| SAN 20% GF | Styrene Acrylonitrile 20% glass fiber | 0.100 | 0.300 |
| SMA | Styrene Maleic Anhydride | 0.400 | 0.800 |
| SMA 20% GF | Styrene Maleic Anhydride 20% glass fiber | 0.200 | 0.300 |
| SMA FR V0 | Styrene Maleic Anhydride flame retardant V0 | 0.500 | 0.500 |
| TPS-Injection General Purpose | Thermoplastic Starch GP | 0.600 | 1.500 |
| TPS-Injection Water Resistant | Thermoplastic Starch WR | 0.600 | 0.900 |
| XLPE – Crosslinked Polyethylene | XLPE – Crosslinked Polyethylene | 0.700 | 5.000 |
The polymer primarily determines the plastic shrinkage rate, but processing conditions and part design also influence the injection moulding process. The ASTM D955 standard, which provides guidelines for determining the linear shrinkage of moulded thermoplastic parts, is commonly used to measure the shrinkage compared to the injection moulding tool.
In addition to ASTM D955, there are other internationally recognised standard methods related to plastic shrinkage. ISO 294-4 is specifically for thermoplastics and outlines the procedure for measuring shrinkage during cooling and solidification. ISO 2577, on the other hand, focuses on thermosets and provides guidelines for measuring shrinkage during the curing process.
These standard methods enable manufacturers to accurately assess and quantify plastic materials’ shrinkage characteristics. This information is essential for designing injection moulds and predicting moulded parts’ final dimensions and tolerances. By understanding the shrinkage behaviour, manufacturers can adjust part designs and processing parameters to achieve the desired dimensions and minimise issues such as warpages or dimensional inaccuracies.
The specific polymer type is crucial, as different materials have varying shrinkage rates. Moreover, factors like mold temperature, cooling rate, and part geometry can also influence shrinkage behaviour. Therefore, carefully considering polymer properties, adherence to standard measurement methods, and optimising processing conditions are vital for achieving precise and consistent results in the injection moulding process.
| Plastics Shrinkage Rate | ||
| General Plastics | Shrinkage Rate (%) | |
| Raw Material | Add. 30% GF | |
| LDPE | 2.0 | 0.5 |
| HDPE | 2.0 | 0.4 |
| PP | 1.8 | 0.4 |
| PS | 0.6 | 0.1 |
| PVC | 0.4 | 0.1 |
| PMMA | 0.5 | 0.1 |
| ABS | 0.6 | 0.1 |
| Engineering Plastics | Shrinkage Rate (%) | |
| Raw Material | Add. 30% GF | |
| NY6 | 1.5 | 0.4 |
| NY66 | 1.5 | 0.4 |
| PBT | 2.0 | 0.4 |
| POM | 2.5 | 0.5 |
| PC | 0.6 | 0.1 |
| PPO | 0.6 | 0.1 |
| Mold Shrinkage Rate | ||
| Plastics | Glass Fiber Adding | Mold Shrinkage Rate |
| [%] | [%] | |
| PS | 0.3-0.6 | |
| HI-PS | 0.5-0.6 | |
| SAN | 0.5-0.7 | |
| ABS | 0.4-0.7 | |
| ASA | 0.4-0.6 | |
| LDPE | 1.5-5.0 | |
| HDPE | 1.5-3.0 | |
| PP | 1.0-2.5 | |
| PP+GF | 30 | 0.5-1.2 |
| PVC-soft | >0.5 | |
| PVC-rigid | 0.5 | |
| PVDF | 3.0-6.0 | |
| PMMA | 0.1-0.8 | |
| POM | 1.9-2.3 | |
| PPO | 0.5-0.7 | |
| PPO+GF | 30 | <0.7 |
| CA | 0.5 | |
| PC | 0.8 | |
| PC+GF | 10~30 | 0.15-0.55 |
| PBT | 1.5-2.5 | |
| PBT+GF | 30-50 | 0.3-1.2 |
| PA6 | 0.5-2.2 | |
| PA6+GF | 30~50 | 0.3-1 |
| PA66 | 0.5-2.2 | |
| PA66+GF | 30~50 | 0.5-1.5 |
| PA11 | 0.5-1.5 | |
| PA12 | 0.5-1.5 | |
| PPS | 40 | 0.2 |
Further Considerations for Plastic Shrinkage
In addition to the factors mentioned earlier, plastic shrinkage in the injection moulding process needs further consideration. These factors can have an impact on shrinkage behaviour and need to be taken into account for accurate predictions and effective part design. Here are some additional considerations:
- Additives and Pigments: Certain additives and pigments used in plastic formulations can act as nucleating agents. Nucleating additives promote the formation of small crystals during the cooling and solidification process, which can influence shrinkage behavior. Depending on the specific additive and its concentration, the shrinkage of plastics may be affected, leading to variations in the final dimensions of moulded parts.
- Fillers and Fibers in Composite Materials: When plastics are reinforced with fillers (such as glass fibers) or other composite materials, their shrinkage characteristics can differ from those of virgin polymers. Fillers and fibres can affect the material’s thermal expansion coefficients, potentially leading to differences in shrinkage rates. The direction in which the fibres align within the material can also influence shrinkage, as shrinking may occur less in one direction.
- Mold Design and Cooling System: The design of the injection mold and the cooling system can impact shrinkage. Non-uniform cooling rates within the mold can result in uneven shrinkage, leading to warpages or dimensional inconsistencies. Proper mold design, including the distribution of cooling channels and optimized cooling times, helps to control the cooling process and minimize shrinkage-related issues.
- Processing Conditions: Melt temperature, injection speed, and holding pressure during moulding can affect shrinkage. Optimizing these processing parameters based on the specific polymer used and desired part dimensions is crucial to achieving accurate shrinkage control.
- Post-Molding Processes: Some post-molding processes, such as annealing or stress-relieving, can influence the final shrinkage of the plastic parts. These processes minimize residual stresses and optimize dimensional stability by subjecting the parts to controlled heating and cooling cycles.
Considering these additional factors related to plastic shrinkage allows manufacturers to refine their injection moulding processes and ensure more precise control over the dimensional accuracy and quality of the final plastic parts. By understanding and addressing these considerations, manufacturers can reduce shrinkage issues, resulting in high-quality molded components.
There are several well-defined and standardised approaches to determine the shrinkage of plastic parts. The most internationally used and recognised approaches are:
‣ ISO 294-4, ISO 294-3 (thermoplastic shrinkage).
‣ ASTM D955 (thermoplastic shrinkage).
‣ ISO 2577 (thermoset shrinkage).



{kind=link}
No comment