












DESIGN Control
The quality of plastic parts and plastic injection molds is heavily reliant on the design and design control processes. These processes play a vital role in ensuring that the resulting products meet the desired quality standards regarding the individual plastic parts and the molds used for injection molding.
Plastic Parts Design
Plastic parts design refers to the process of creating and developing the design of plastic components that are used in various products and industries. It involves the conceptualization, modelling, and specification of plastic parts to meet specific functional, aesthetic, and manufacturing requirements.
Several key issues need to be addressed when designing plastic parts to ensure the quality and functionality of the final product.
Functionality: A plastic part’s primary purpose is to perform a specific function. Designers must thoroughly understand the part’s intended use and ensure that the design enables it to fulfil its function effectively. Factors such as load-bearing capabilities, structural integrity, and compatibility with other components or systems must be carefully considered during the design process.
Dimensional Accuracy: Achieving precise dimensional accuracy is crucial for plastic parts, especially when they need to fit with other components or within specific assemblies. Designers must account for shrinkage, warpage, and tolerance requirements to ensure the final product meets the desired specifications.
Material Selection: The choice of plastic material is critical for the part’s performance and longevity. When selecting the appropriate material, designers must consider mechanical properties, chemical resistance, temperature sensitivity, and cost. Compatibility between the chosen material and the manufacturing process, such as injection molding, must also be considered.
Moldability: Designers must create easily moldable parts that can be efficiently produced using the chosen manufacturing process, such as injection molding. This involves considerations such as draft angles, wall thickness uniformity, gate placement, and the removal of undercuts. Designing mold-friendly parts helps reduce production issues and ensures a higher-quality end product.
Furthermore, design control ensures that plastic parts and injection molds comply with industry standards and regulations for safety, performance, and durability. Adhering to these standards not only enhances the quality of the products but also ensures their suitability for specific applications and markets.
In the realm of plastic parts and plastic injection molds, integrating advanced design technologies like computer-aided design (CAD) and computer-aided engineering (CAE) can significantly improve the overall quality. These technologies allow for detailed analysis, simulation, and optimization of designs, enabling manufacturers to identify and rectify potential issues before production.
Moreover, involving cross-functional teams, including designers, engineers, mold makers, and quality control experts, in the design and design control processes fosters collaboration and knowledge sharing. This multidisciplinary approach helps address potential design flaws, optimize manufacturability, and ensure that the final products meet the highest quality standards.
Radius Design
When considering the part’s thickness, it is important to actively consider the radius to minimize the risk of high-stress areas and potential part breakage. As a general guideline, the thickness at a corner should typically range from 0.9 times to 1.2 times the nominal thickness of the part. By adhering to this rule of thumb, you can enhance the structural integrity and durability of the part while reducing the likelihood of stress-related failures.
Wall Thickness in Plastic Part Design
Determining the appropriate wall thickness is a critical aspect of plastic part design, as it influences the overall quality, functionality, and manufacturability of the final product. The wall thickness directly impacts key features such as ribs, fillets, and other structural elements that reference the wall thickness.
To prevent potential part defects, it is important to ensure consistent wall thickness during the part design. When plastic melts, it naturally flows towards areas of least resistance. Inconsistent thicknesses can cause the melt to prioritize thick areas (depending on gate locations), resulting in improper filling of thin areas. Moreover, thicker sections tend to cool slower and are susceptible to voids or sinking defects. Incorporating rounded corners in the part design also aids in achieving proper filling during the molding process.
Typical Wall Thickness Ranges: For thermoplastic materials, the typical wall thickness ranges from 1 to 6mm, with 2 to 3mm being the most common for many applications. The specific thickness may vary depending on the size of the part, with larger parts potentially exceeding 6mm to meet structural and performance requirements.
Table 1: Recommended Wall Thickness for Various Thermoplastics
| Material | Minimum Wall Thickness (mm) | Recommended Thickness for Small Workpieces (mm) | Recommended Thickness for Medium Workpieces (mm) | Recommended Thickness for Large Workpieces (mm) |
| Nylon | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4.0~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3.0~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6.0 |
Gate Location
Gates play a crucial role in facilitating the proper flow of resin into the mold. These small components within your design are responsible for directing the resin flow from the runners and distributing it throughout the part. The type and placement of the gate significantly impact the overall quality and viability of the part. Selecting the appropriate gate type and positioning is essential to ensure optimal molding conditions and achieve the desired quality of plastic molded parts.
Draft Design
In plastic injection parts design, draft refers to the slight angle or taper added to the vertical walls of the part.
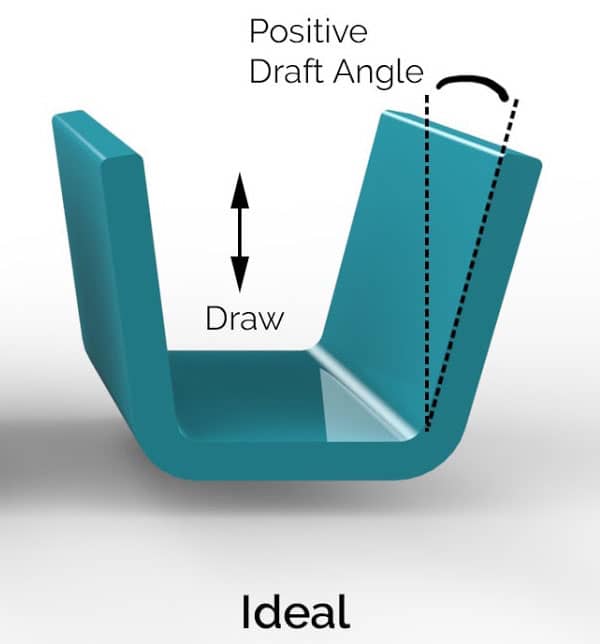
This taper is essential to ensure smooth ejection from the mold and to prevent any damage during the ejection process. Draft angles typically range between 1° and 2°, although the specific angle may vary depending on the part’s requirements and specifications. Incorporating the appropriate draft angle is crucial for ensuring successful mold release and maintaining the integrity of the plastic part.
General Guidelines for Draft Angles:
- Smooth Surfaces: A draft angle of 0.5° to 1° is typically sufficient for most applications.
- Textured Surfaces: Increase the draft to 1.5° to 3° depending on the depth and complexity of the texture.
- Deep Features: For deep ribs or tall walls, consider angles between 1° and 5° to ensure easy ejection without compromising the part’s design.
Designing ribs
When a plastic part is designed with a minimal wall thickness, its strength is compromised compared to thicker parts. To enhance the strength of such parts, including ribs, reinforcement must be provided. The thickness of these ribs should typically range between 50 to 70 per cent of the relative part thickness, ensuring the avoidance of sink marks. Designers may opt to core out material in specific areas to reduce the risk of defects and sinking. The plastic part’s structural integrity and overall quality can be effectively maintained by employing these measures.
Shrinkage Optimization
Shrinkage is common when moulding plastic parts, with up to a 20 per cent reduction in volume. Crystalline and semi-crystalline materials are more prone to thermal shrinkage, while amorphous materials shrink less. To prevent molding shrinkage problems, try these simple solutions:
- Modify the formula: Change the material composition to reduce shrinkage. This might mean adjusting the mix of additives, fillers, or reinforcements to improve dimensional stability.
- Mold design adjustments: Modify the mold design to account for expected shrinkage and achieve the desired dimensions. This could involve adding allowances or making geometric changes to counteract shrinkage during molding.
- Improve processing parameters: Fine-tune the processing settings like temperature, injection speed/pressure/time, and cooling time. These adjustments help optimize material flow and cooling, reducing shrinkage issues.
In conclusion, the quality of plastic parts and plastic injection molds heavily relies on meticulous design and effective design control. By considering aspects such as functionality, dimensional accuracy, material selection, compliance with standards, and the integration of advanced design technologies, manufacturers can produce plastic parts and molds of superior quality. By prioritizing design and design control, organizations can enhance the performance, durability, and overall value of their plastic products, meeting the expectations of customers and gaining a competitive edge in the market.


{kind=link}
No comment