









What is Ultrasonic Welding?
Ultrasonic welding is a solid-state welding process that uses high-frequency ultrasonic vibrations to create a bond between materials. It is commonly used in manufacturing to join thermoplastics without adhesives, soldering, or additional consumables. Under precise pressure, the connection is sealed in less than 0.2 seconds.

The ultrasonic waves vibrate tens of thousands of times per second, transferring this oscillation directly to a contact surface in contact with the plastic parts. Due to its sizeable acoustic impedance, the high temperatures produced at the boundary of the welding area cause the plastic to change from a solid to a liquid state. With applied pressure, the two parts blend like a single piece of plastic. Once the ultrasonic signal stops, the parts solidify again, creating a clean and very strong weld between them. This weld closely matches the strength of the raw materials combined in an injection moulding process.
Types of Welds Used in Ultrasonic Welding
Close Welding In close welding, the horn is positioned near the assembly joint (less than 6.35mm away). This method is particularly suitable for welding materials with a low rigidity modulus, which can dampen vibrations shortly after they move away from the horn.
Distant Welding Distant welding involves placing the horn further away from the assembly joint (more than 6.35mm). This approach is practical for welding materials with a high modulus of elasticity, which can transmit vibrations without significant dampening.
Inserting Ultrasonic inserting is used to incorporate metal components, such as inserts, into pre-made holes in the moulding. This method offers several advantages, including high strength and speed, prevention of stress accumulation, and shortened moulding cycles.
Spot Welding The ultrasonic spot welding process effectively joins parts without preexisting holes or energy directors. It’s particularly beneficial when dealing with more significant components.
Staking Staking involves melting and reforming a post on the moulding to mechanically lock dissimilar materials in place. This method provides short cycles, good appearance, and tight assemblies.
Continuous Welding Continuous welding uses ultrasonic energy to create a constant bond along the length of the joined materials. This technique is often used for sealing seams in fabrics and other continuous materials.
Time-Based Welding In time-based welding, the weld time is pre-determined and controlled by the ultrasonic welder. This type of welding ensures consistent weld quality and is valid for applications requiring precise control over the welding process.
Energy-Director Welding This method involves using energy directors—small, triangular plastic sections on the surface to be welded. The energy directors focus on ultrasonic energy, allowing rapid and controlled melting and bonding.
Line Welding Line welding creates straight-line welds along the length of the joined materials. This method is often employed when long, continuous welds are needed.
Shear Welding Shear welding is a variation where the materials to be welded are placed in a shear configuration. This technique is beneficial for joining materials that require high-strength bonds.
Hermetic Sealing Hermetic sealing uses ultrasonic welding to create airtight and watertight seals. This method is crucial in applications where the prevention of gas or liquid leakage is essential.
Ultrasonic welding encompasses a variety of techniques suited for different materials and applications. Each method offers unique advantages for specific welding needs, from close and distant welding to specialised methods like inserting, spot welding, staking, continuous welding, and hermetic sealing. Understanding these welds allows for optimal application in manufacturing processes, ensuring robust, efficient, and high-quality bonds.
Compatible Materials for Plastic Welding
Thermoplastics: All thermoplastics can be joined using plastic to plastic welding. Amorphous thermoplastics, such as ABS, PMMA, and PC, can be welded to themselves and, in some cases, to each other. Semi-crystalline thermoplastics, like PA, POM, and PP, can only be welded to themselves.
| Plastic | Structure | Close Welding | Distant Welding | Inserting Welding | Spot Welding | Staking |
| POM | Crystalline | Good | Fair | Good | Fair | Fair |
| PMMA | Amorphous | Good | Fair | Good | Good | Fair |
| ABS | Amorphous | Excellent | Good | Excellent | Excellent | Excellent |
| PA6 & 66 | Crystalline | Good | Fair | Good | Fair | Fair |
| PC | Amorphous | Good | Fair | Good | Good | Fair |
| PC/ABS | Amorphous | Good | Fair | Good | Good | Good |
| PBT/PET | Crystalline | Good | Fair | Good | Fair | Fair |
| HDPE | Crystalline | Poor | Poor | Good | Good | Fair |
| PP | Crystalline | Fair-Poor | Poor | Good | Excellent | Excellent |
| PVC | Amorphous | Poor | Unsuitable | Unsuitable | Poor | Unsuitable |
Factors Affecting Welding Compatibility: The ability of a material to weld to itself or another plastic depends on several factors. For instance, a material must be sufficiently stiff to transfer vibratory energy to the joint interface. Amorphous materials are more suited to energy-directing joint designs, whereas semi-crystalline materials are best welded with shear joints.
Guide to Welding Performance:
- Stiffness: Generally, stiffer materials are more accessible to weld.
- Melting Temperature: Materials with higher melting temperatures require more energy to weld.
- Molecular Structure: Different materials must have similar molecular structures to be welded together. Crystalline materials can only be welded to other crystalline materials.
Understanding these factors is crucial for achieving optimal welding results and ensuring solid and durable bonds in your manufacturing processes.
Let’s examine each step in greater depth to understand the process better. We will discuss the mechanics of this procedure, its merits and drawbacks, and strategies for optimizing plastic joint designs to leverage this technology. Ultrasonic welding entirely is a joining process that utilizes high-frequency mechanical vibrations to bond materials together. By generating frictional heat at the molecular level, ultrasonic welding enables the fusion of thermoplastics without the need for additional adhesives or heating elements. This technique offers advantages such as rapid cycle times, muscular bond strength, and joining dissimilar materials. However, it is essential to consider factors such as material compatibility, part design, and process parameters to ensure optimal results.
The basics of ultrasonic welding
Step 1 – Parts in fixture
A supportive fixture called a nest holds the two thermoplastic parts together, one positioned atop the other for assembly.
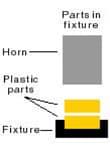
Step 2 – Horn Contact
A titanium or aluminium component, referred to as a horn, actively engages with the upper plastic part by making contact with it.

Step 3 -Applying Pressure
A controlled pressure is applied to the parts, clamping them against the fixture.

Step 4 – Welding time
The horn vibrates vertically at frequencies of either 20,000 (20 kHz) or 40,000 (40 kHz) times per second for a precise duration known as the weld time. Each component is meticulously engineered to ensure energy is focused on specific contact points between the two parts.
These mechanical vibrations propagate through the thermoplastic materials to the joint interface, generating frictional heat. Upon reaching the melting point, the plastic at the joint interface liquefies and flows, and the vibration ceases. This interruption allows the melted plastic to commence the cooling process.

Step 5 – Holding time
We sustain the clamping force for a predetermined duration to facilitate the fusion of parts as the molten plastic undergoes cooling and solidification, referred to as the hold time. Increasing force throughout the hold time can enhance joint strength and hermetic sealing. This is achieved through dual pressure at different intervals within the hold time.

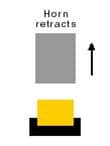
Step 6 – Horn retracts
Once the melted plastic has solidified, the clamp is removed, and the horn is retracted.
The two plastic parts are joined as if moulded together and removed from the fixture as one part.
Ultrasonic welding for plastic assembly is a fast, clean, efficient, and repeatable process that consumes very little energy. No solvents, adhesives, mechanical fasteners, or other consumables are required, and the finished assemblies are solid and clean.

Essential factors of plastic to plastic welding
Adjustments to the welding time and head pressure, with the amplitude determined by the configuration of the converters and rods, are possible. The main variables typically include:
- Adjusting the amplitude of rods and converters
- Applying welding head pressure
- Setting welding time
- Determining hold time
Precision in adjustment is essential. Excessive frequency or prolonged signal application may cause plastics to deform beyond the connection points’ boundaries. Conversely, insufficient energy application may result in the formation of a weak connection.
Applications
Ultrasonic Welding in Plastic Parts
Various industries utilize ultrasonic welding to create high-performance plastic part assemblies. Some notable applications include
Automotive: Commonly used for assembling dashboard components, air ducts, and other plastic parts.
Medical Devices: The medical industry benefits from ultrasonic welding by producing sterile, durable, and precise plastic assemblies. Manufacturers frequently use it to create medical containers, filters, and respiratory equipment.
Electronics: Many electronic devices rely on ultrasonic welding to assemble plastic enclosures, connectors, and housings.
Consumer Products: Ultrasonic welding is widely used to bond plastic parts in consumer products, ranging from toys to household appliances.
The Perfect Partnership for Your Project:
By combining our expertise in injection moulding with the power of ultrasonic welding, DSW can offer you a complete solution for your plastic joining needs.
This eliminates the need to source additional vendors, saving you time and resources and ensuring consistent quality control throughout the process.



{kind=link}
No comment